
联系人:李经理
手 机:13841512299
电 话:0415-8297789
传 真:0415-8297789
网 址:
地 址:凤城市草河管理区保卫村
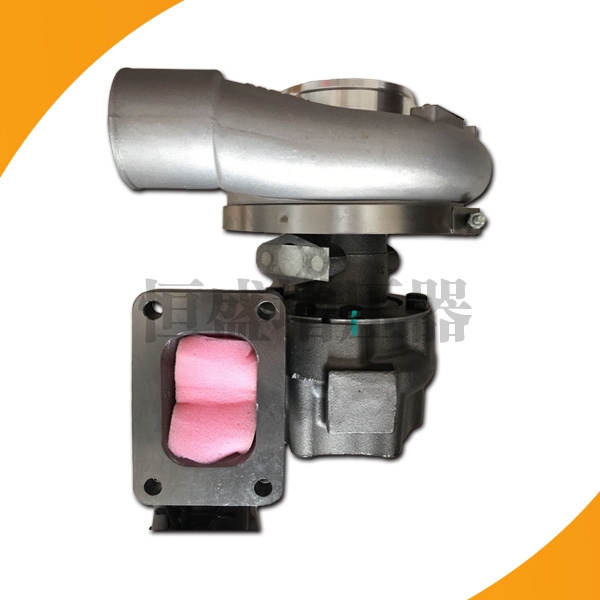
据小松增压器制造商了解,由于涡轮增压器经常处于高速、高温下工作,增压器废气涡轮端的温度在600~1050℃左右,对汽车增压器涡轮壳体材料,国内开始了中硅钼耐热球铁的研制,针对该材料的技术难点开始进行大量的试验研究。解决了球化率要求高,机械性能中延伸率不稳定等技术难点。

蠕墨铸铁涡轮壳研制应用趋势也正在不断推广。蠕墨铸铁是一种强度、塑韧性高于灰铸铁,铸造性能优于球墨铸铁,具有优良的耐热疲劳性能和导热性。是增压器涡轮壳的理想材料。研制难点是需解决蠕化率和蠕化工艺范围太窄问题。由于蠕墨铸铁对球化剂和孕育剂都十分敏感。蠕化剂残留量范围约在±0.004%,只要减少0. 001%就会产生片状石墨。现在某厂家在研究国内外成功经验基础上创新一种新工艺;就是加入FeSiMg合金方法并通过严格控制铁水中残留Mg的狭小范围(Mg 含量约为0. 007%以上)来生产高质量蠕墨铸铁工艺。蠕化处理温度为1420~ 1450℃。
阻热的奧氏体铸钢也是未来涡轮壳材料的良好选择。但是,铸造钢涡轮壳有几个不利因素,与使用至今的镍基合金D5S相比,要困难一些并且需要不同的模具。
目前,铸造生产的涡轮壳可以承受高达1050C尾气温度,并且铸造的外壳可适合于铸造的各种增压器配件材料,可使涡轮壳的壁厚减50%以上,使壳具有热惯量低的特点更容易将旁通阀结合在壳体内。